English
English
Przewodnik po projektowaniu blach, produkcja tworzyw sztucznych, produkcja blach, prototypowanie
Ten przewodnik pomoże Ci przygotować elementy z blachy do produkcji.
1. Dlaczego wytwarzalność jest ważna?
Projektowanie dla produkcji, znane jako DFM, zapewnia, że zaprojektowane przez Ciebie komponenty mogą być wyprodukowane, co jest kluczowe dla outsourcingu. Pomaga to zredukować ilość rewizji i zwrotów akcji.
2. Przegląd
Wybór materiału
- Stal nierdzewna
- Stal (nieobrobiona)
- Stal ocynkowana
- Aluminium
- Mosiądz
- Miedź
Wykończenia
Oferujemy poniższe wykończenia dla Twoich elementów blaszanych :
- Spawanie elementów blaszanych metodami MIG i TIG
- Nitowanie
- Malowanie proszkowe
- Platerowanie
Gauge
Gauge wskazuje grubość blachy w zależności od materiału.Na przykład, w stali nierdzewnej, Gauge 18 jest grubością 1.270mm, podczas gdy w aluminium, Gauge 18 równa się1.024mm.
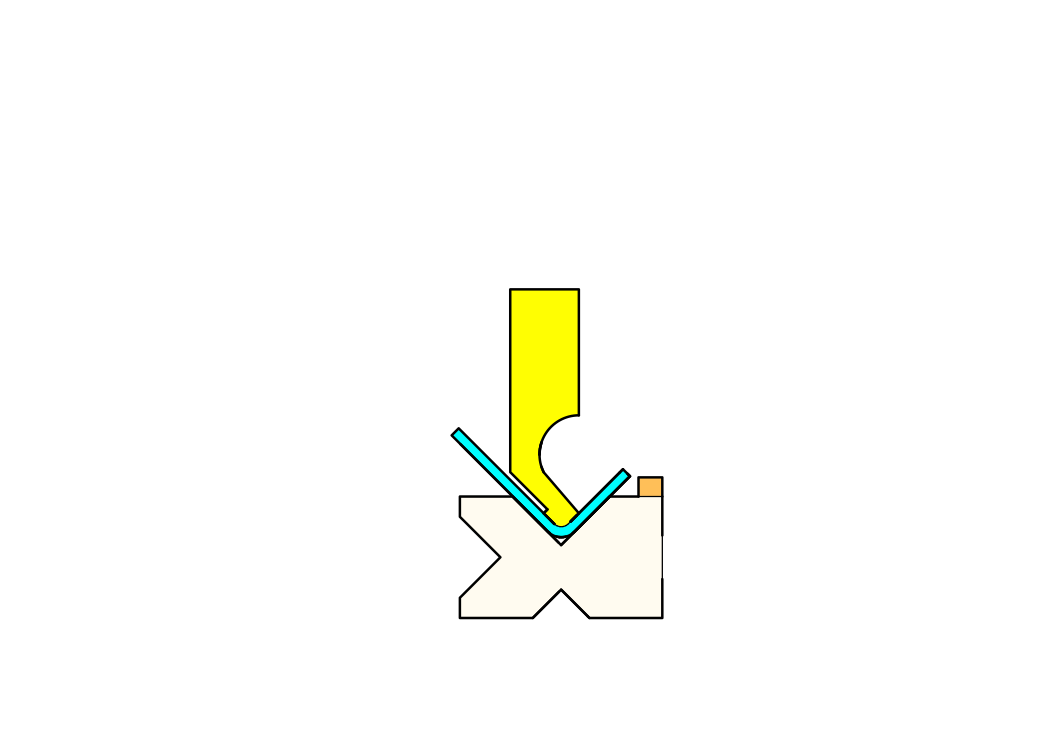
Bend
Gięcie to odkształcenie blachy nad osią. Wykonuje się je za pomocą stempla i matrycy.
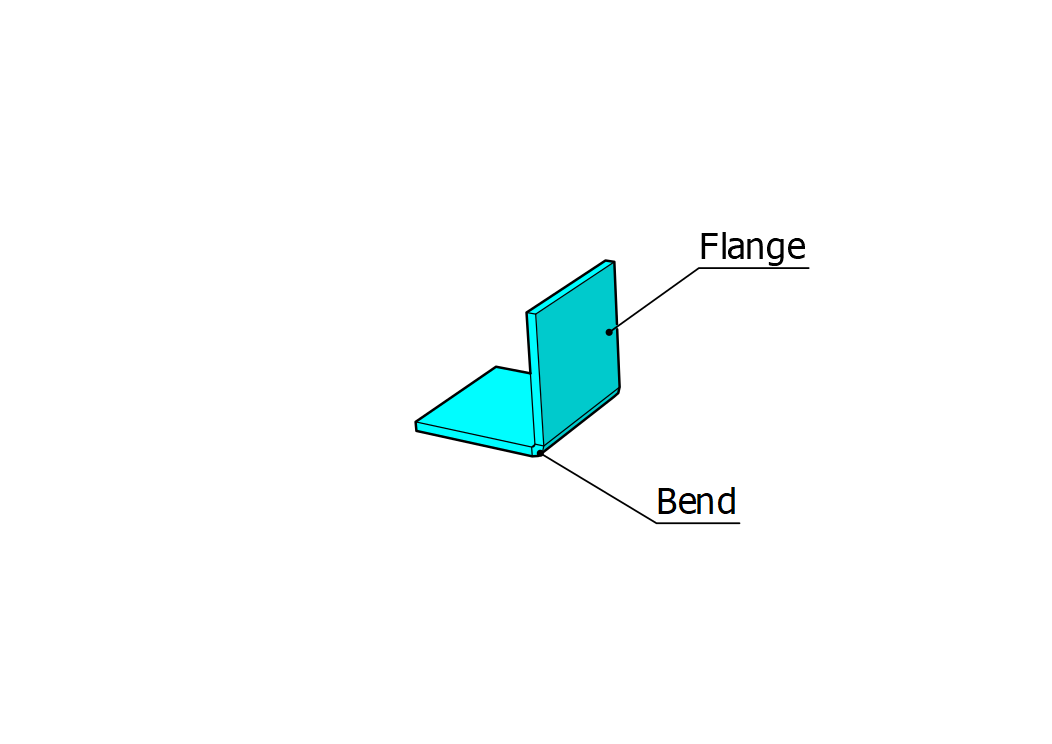
Kołnierz
Kołnierz to uformowana część blachy. Wykonuje się go za pomocą gięcia.
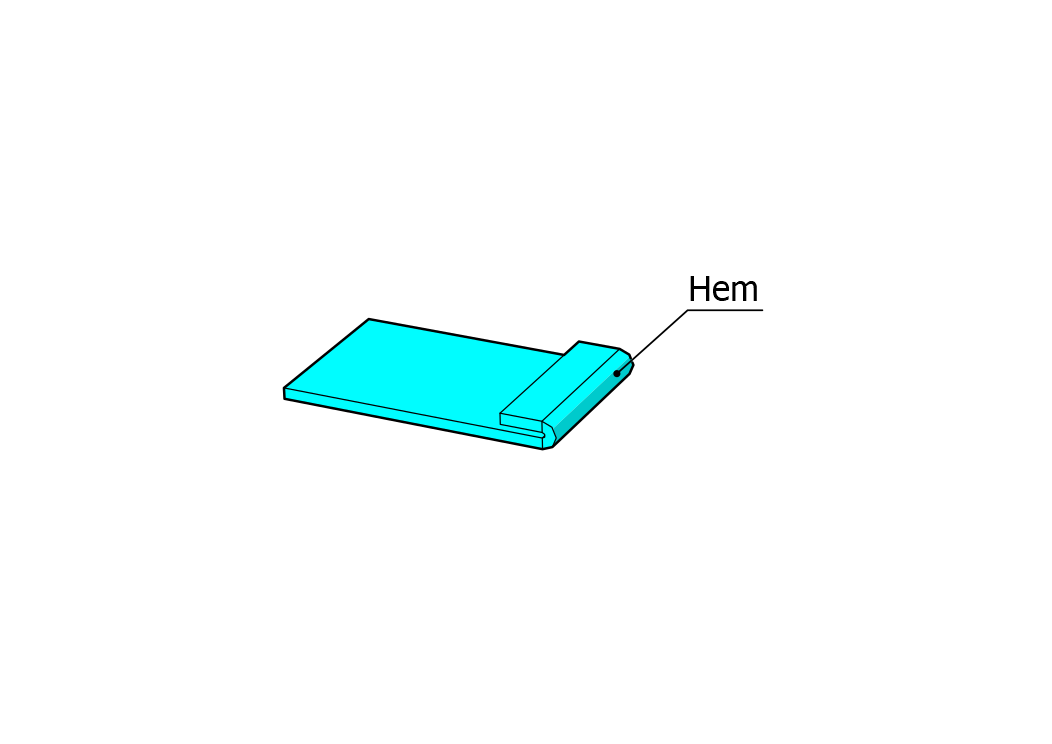
Hems
A hem krawędź walcowana, blacha jest walcowana aż do zrównania się ze sobą. Wykonuje się go poprzez wygięcie blachy do 180°.
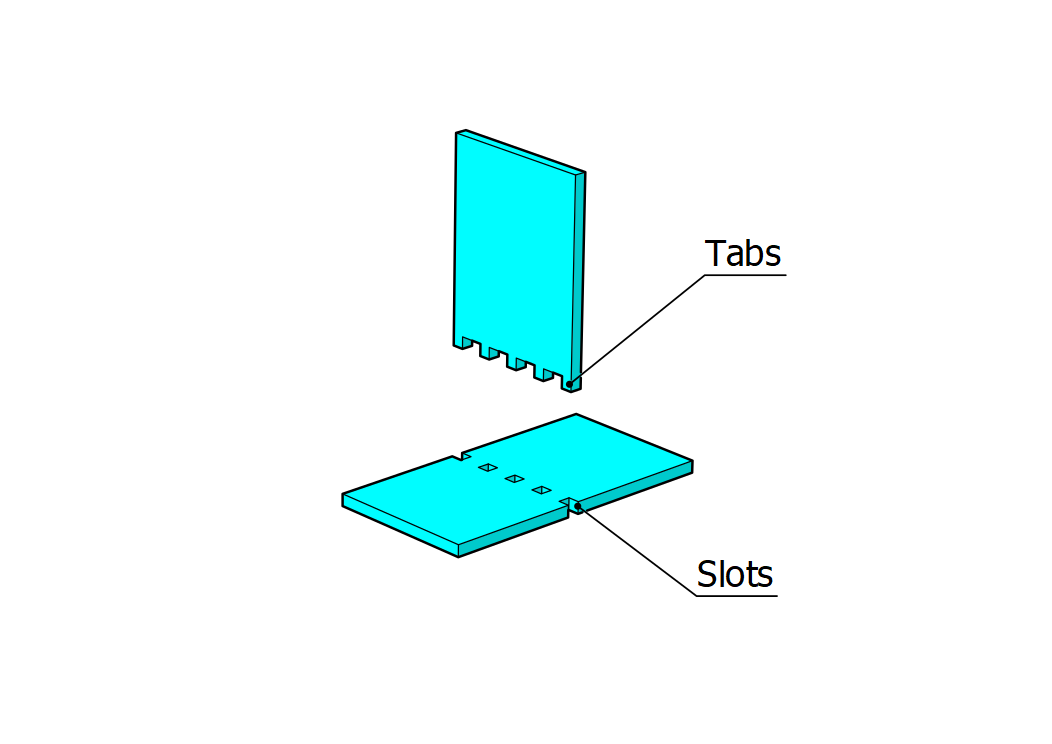
Zakładki
Zakładka to mały kształt wytłoczony z blachy. Jest on używany do wzmocnienia części lub dodania dodatkowej funkcjonalności.
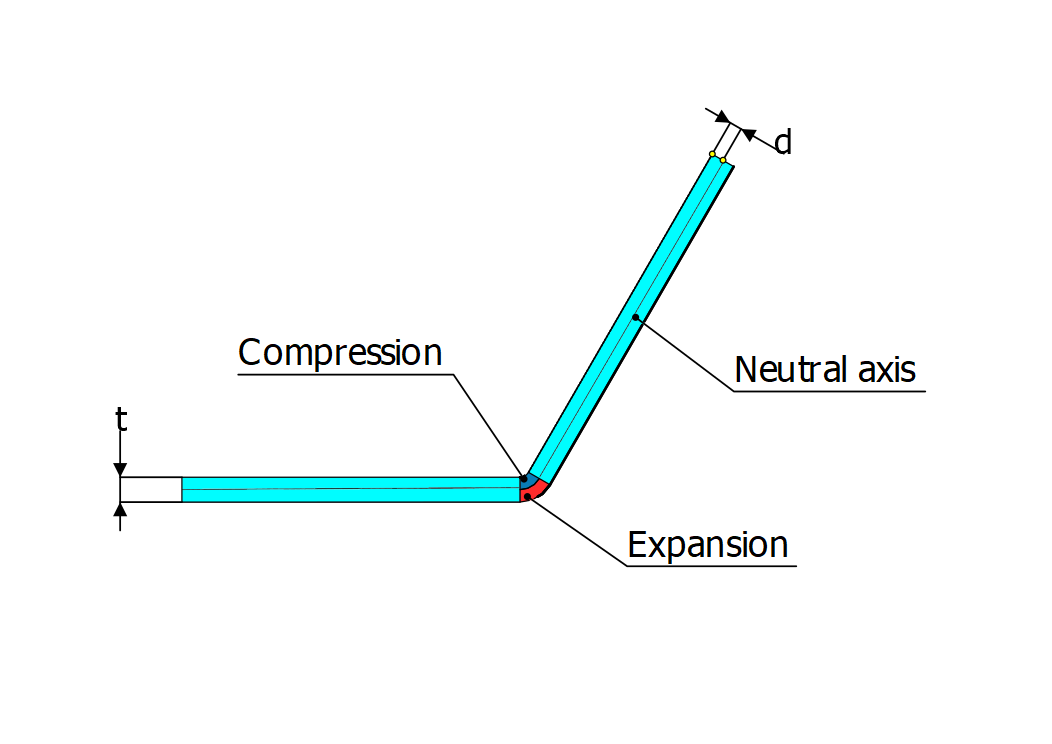
Oś neutralna i współczynnik K
Część blaszana podczas gięcia poddawana jest działaniu sił ściskających i rozciągających.
Oś neutralna to odcinek, w którym nie występują siły, a jej położenie zmienia się w zależności od materiału, z którego wykonana jest blacha.
Współczynnik K to stosunek odległości pomiędzy osią neutralną do grubości blachy.
3. W jaki sposób osiągana jest wytwarzalność?
Aby zapewnić, że zaprojektowane przez Ciebie części mogą być produkowane, musisz zachować najlepsze praktyki, aby poprawić zdolność do wytwarzania i uzyskać wysokiej jakości produkty.
4. Jakie są te najlepsze praktyki?
Płaskiwzór
Płaski wzór nie może się przecinać.
Jednolita grubość ścianki
Części są formowane z blachy, a zaprojektowane kawałki powinny mieć taką samą grubość (t).Zalecana grubość blachy wynosi od 0,02 do 0,3 cala.
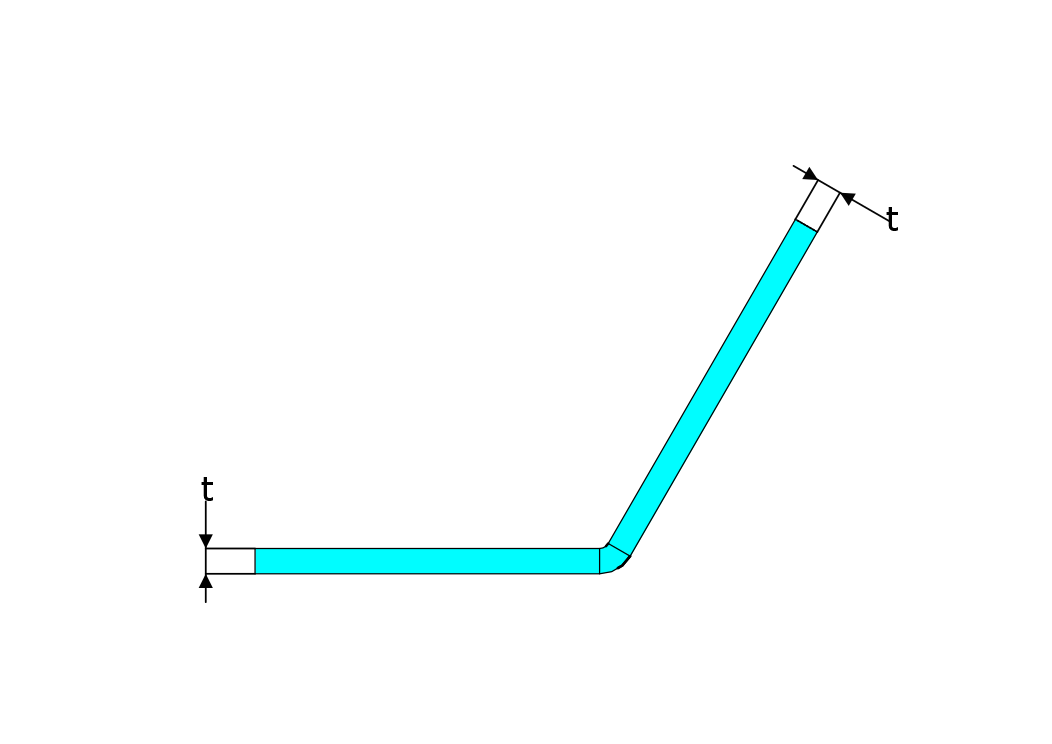
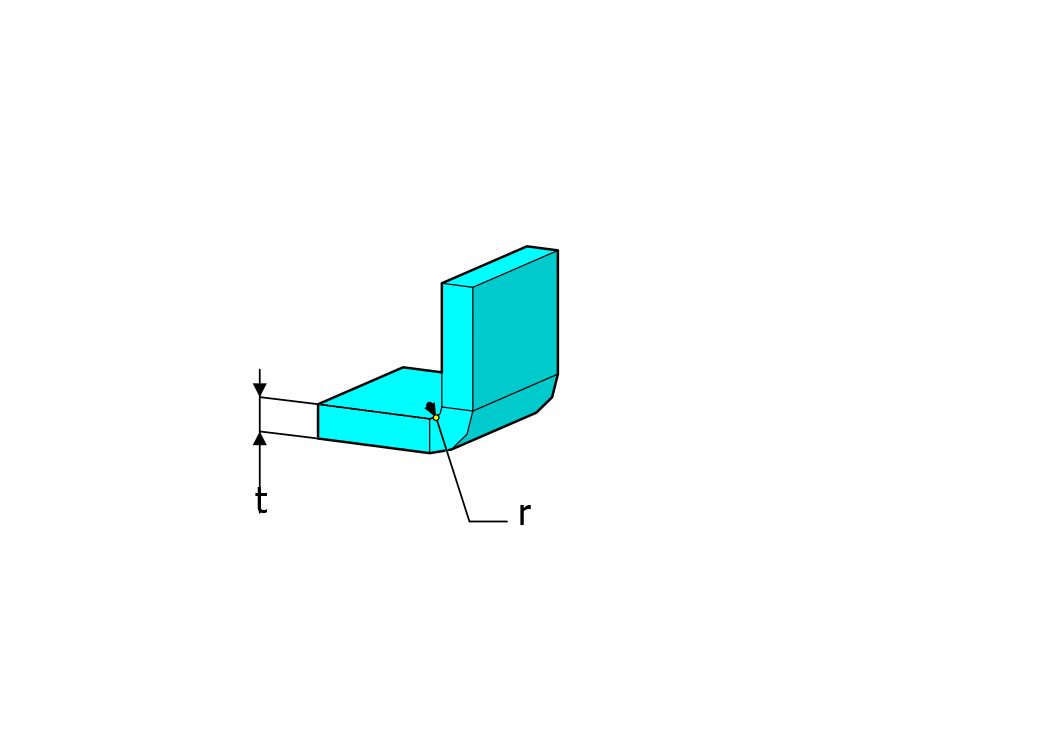
Promień gięcia (Radii)
Części z blachy powinny mieć promień gięcia, aby uniknąć pęknięć. Promień gięcia (r) musi wynosić od jednego do grubości blachy (t).
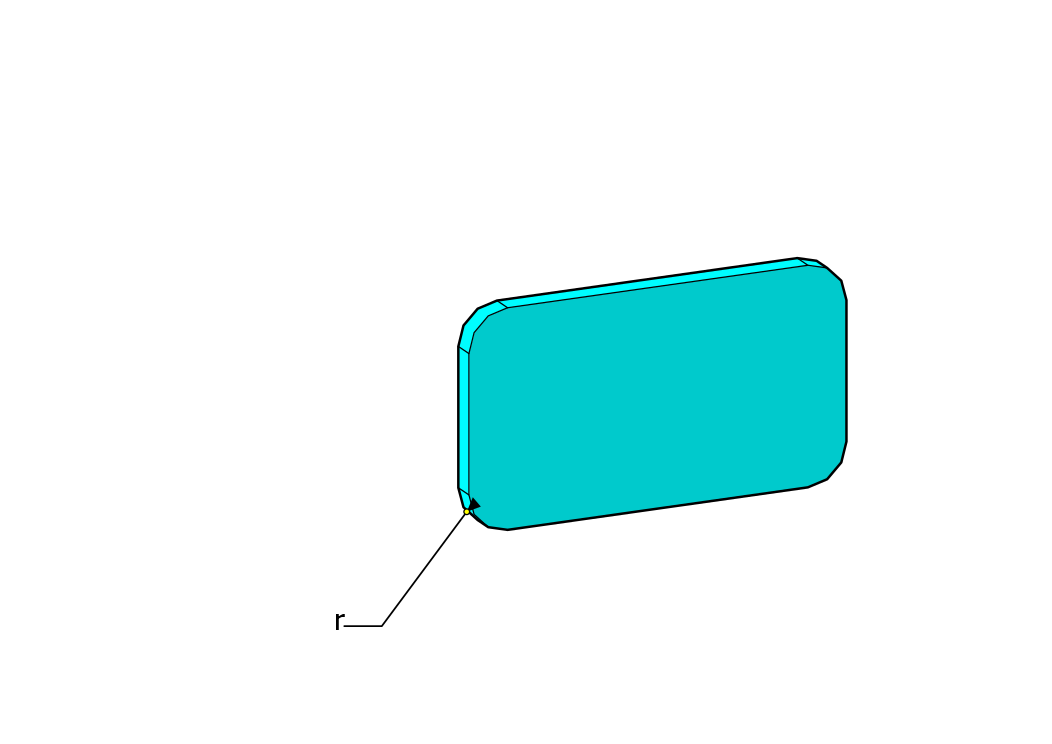
Dodaj narożnik
Części z blachy mogą mieć ostre krawędzie. Dodanie narożników, aby złamać ostre krawędzie jest dobrym rozwiązaniem, które może chronić użytkowników i daje gładkie wykończenie części.
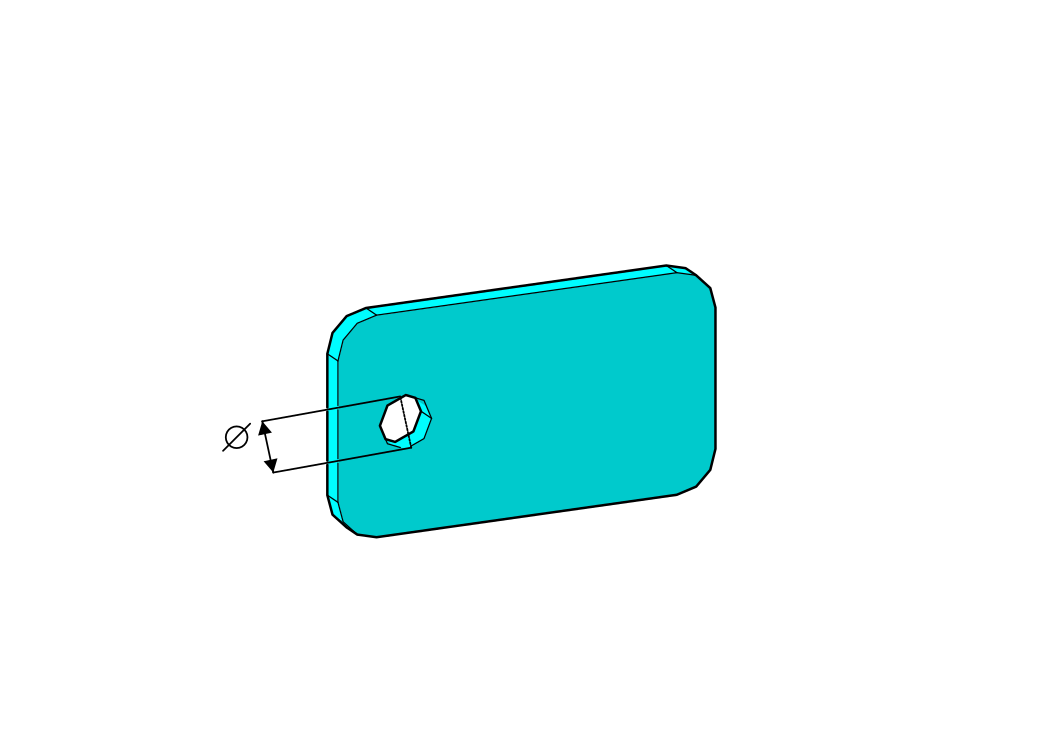
Minimalna średnica otworu
Posiadanie otworów o średnicy mniejszej niż grubość blachy może spowodować deformację obrabianego przedmiotu.Zalecana średnica powinna być większa niż grubość blachy.
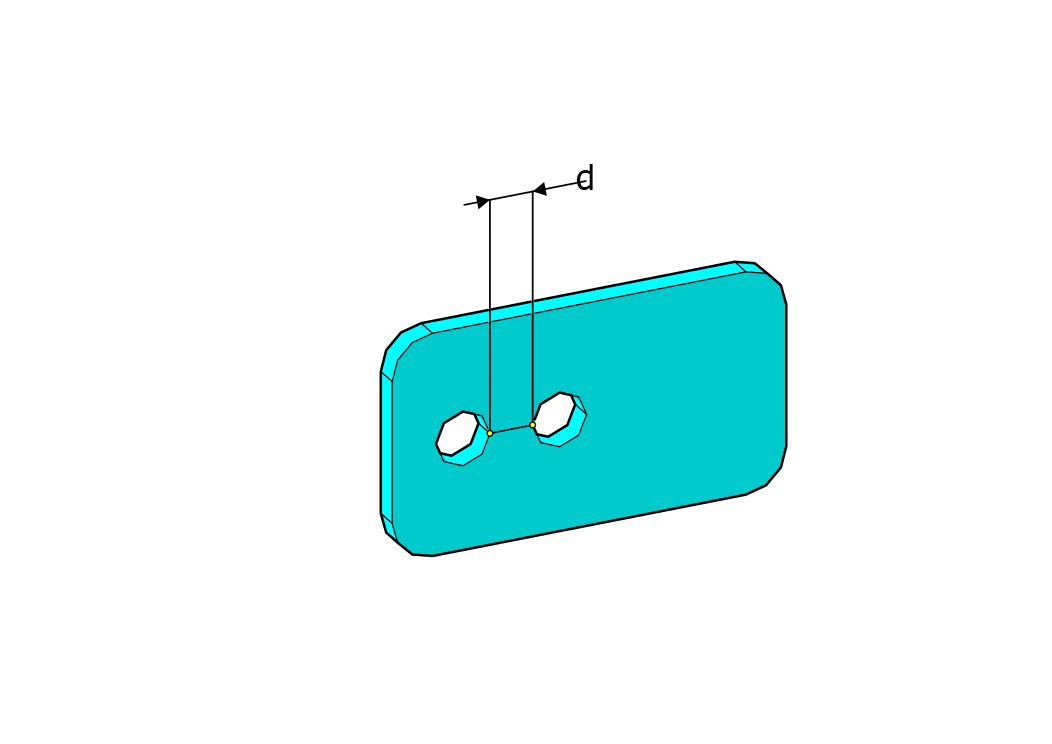
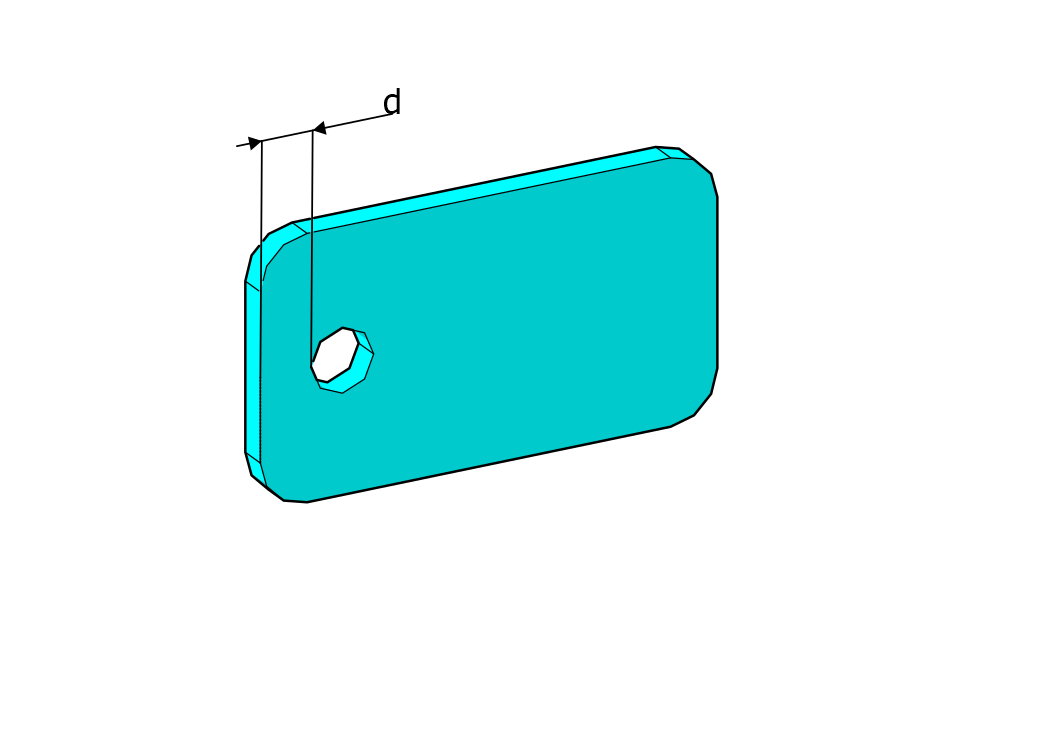
Odległość między otworami
Odległość między otworami musi być co najmniej trzykrotnie większa od grubości.
Odległość międzyotworami i krawędziami
Odległość między otworem a krawędzią powinna być większa niż grubość arkusza.
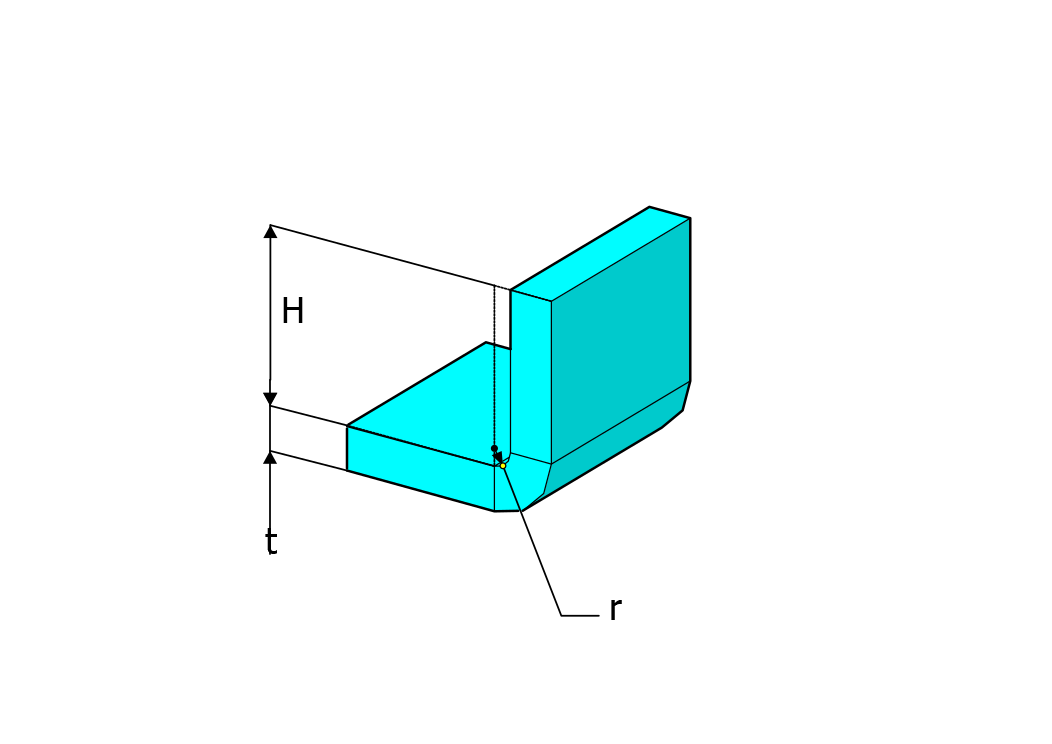
Minimalna wysokość zagięcia
Zagięcia muszą być wyższe niż suma dwukrotności grubości plus promienia.
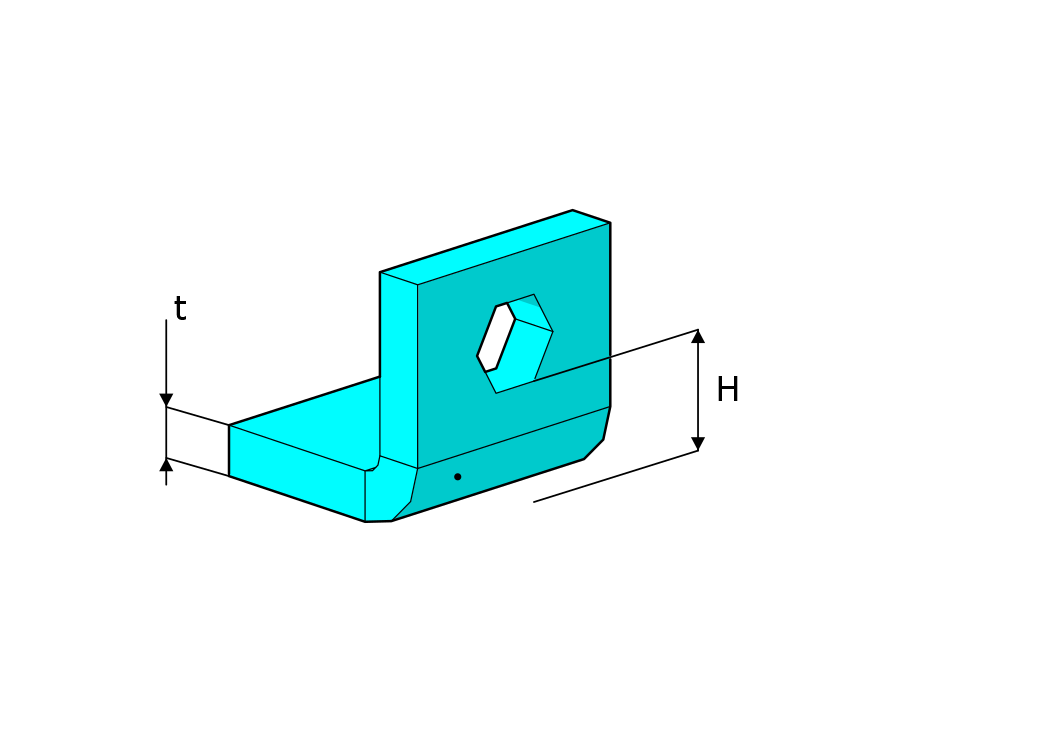
Odległość między otworami i zagięciami
Wysokość otworów (H) musi być większa niż trzykrotność grubości (t).
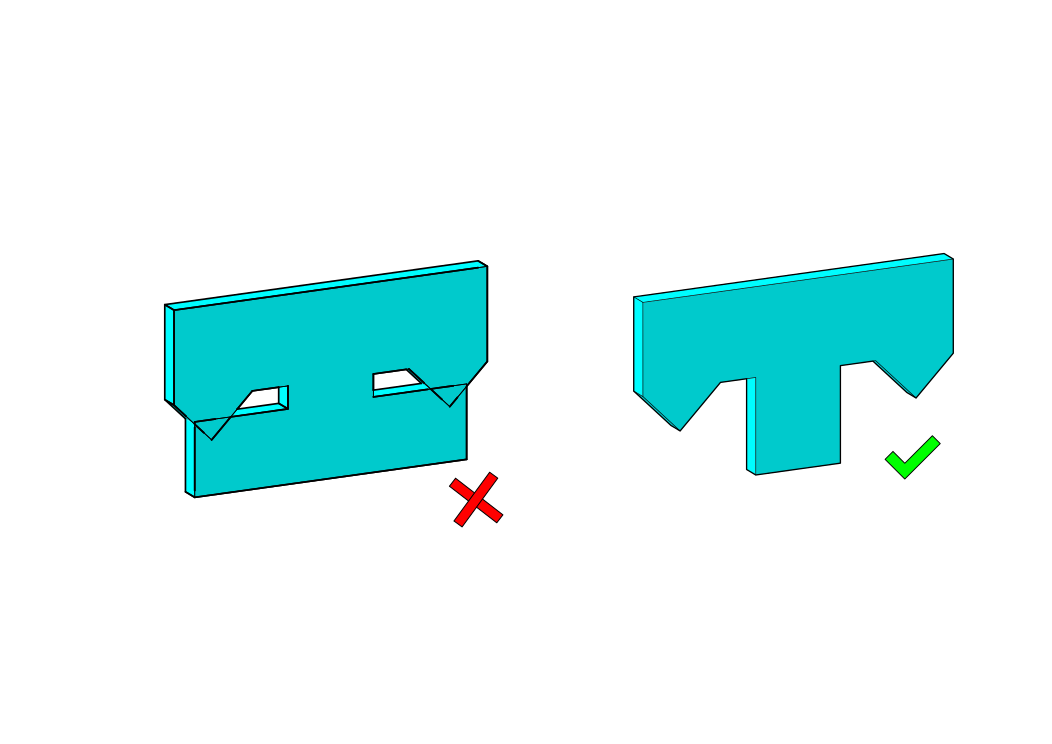
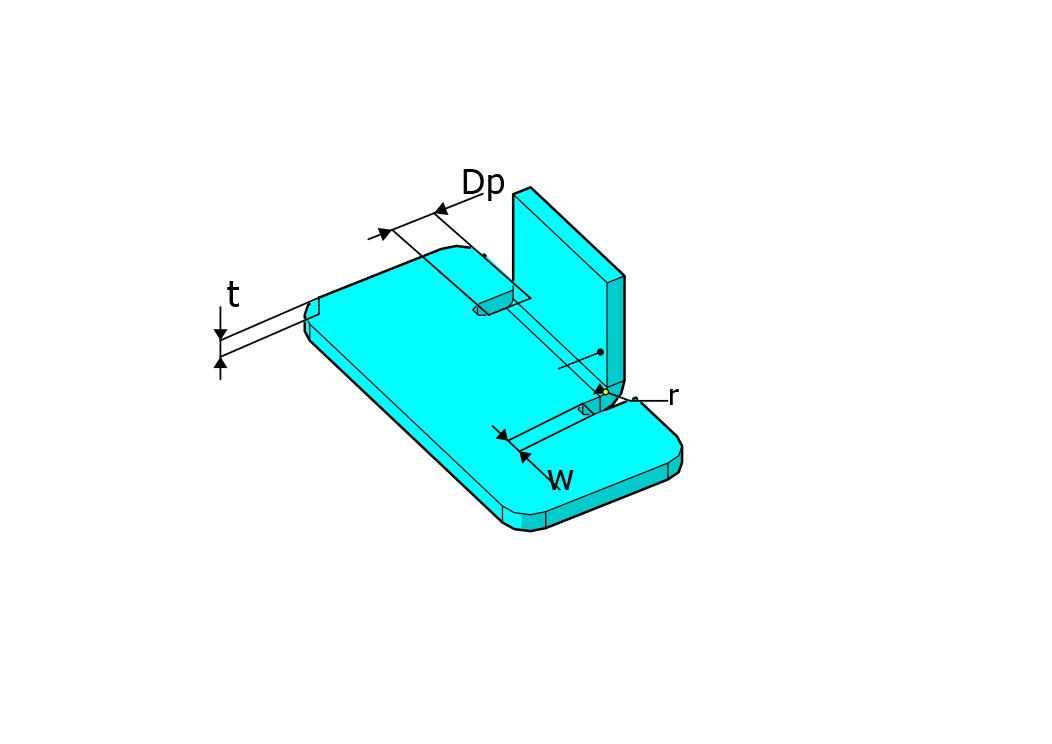
Ulga wzginaniu
Ulga w zginaniu to cięcie wykonane obok zgięcia, gdy po obu stronach znajduje się materiał, aby zapobiec rozdarciu i deformacji arkusza podczas zginania. Odciążenie zagięcia zależy od grubości i materiału.Szerokość odciążenia zagięcia (w) musi być półtora raza większa od grubości arkusza (t). Odciążenie zgięcia (Dp) musi przekraczać zgięcie.
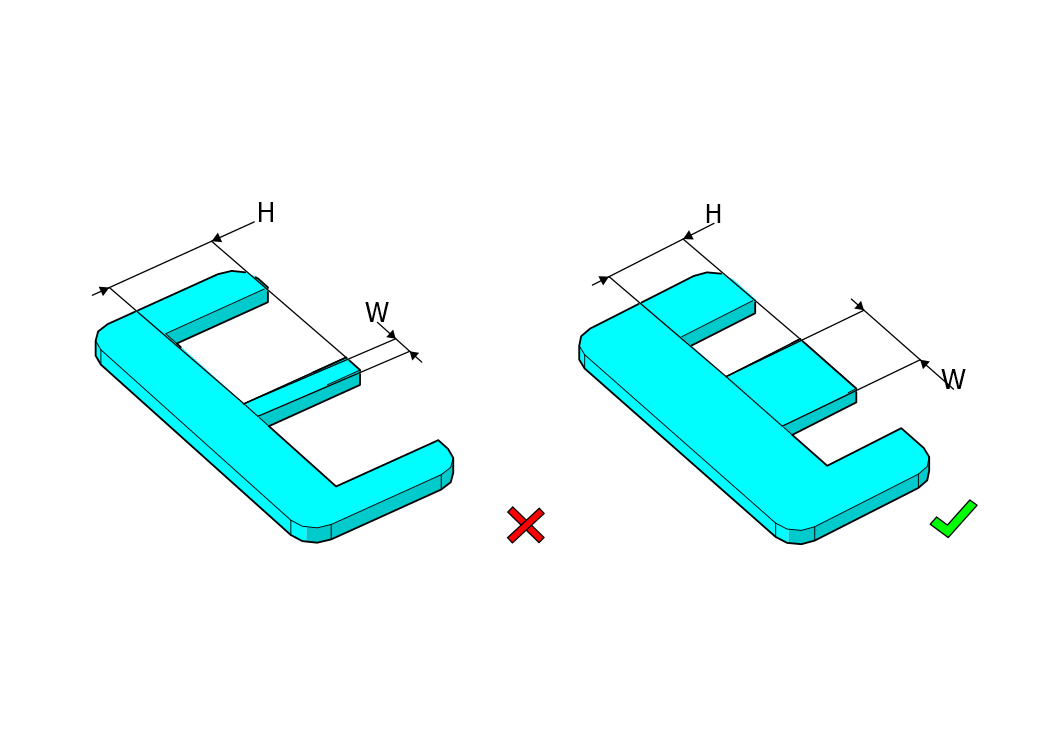
Nacięcia
Szerokość nacięcia musi być większa niż grubość blachy (t), a jego wysokość (H) nie powinna przekraczać pięciokrotnej szerokości (W).
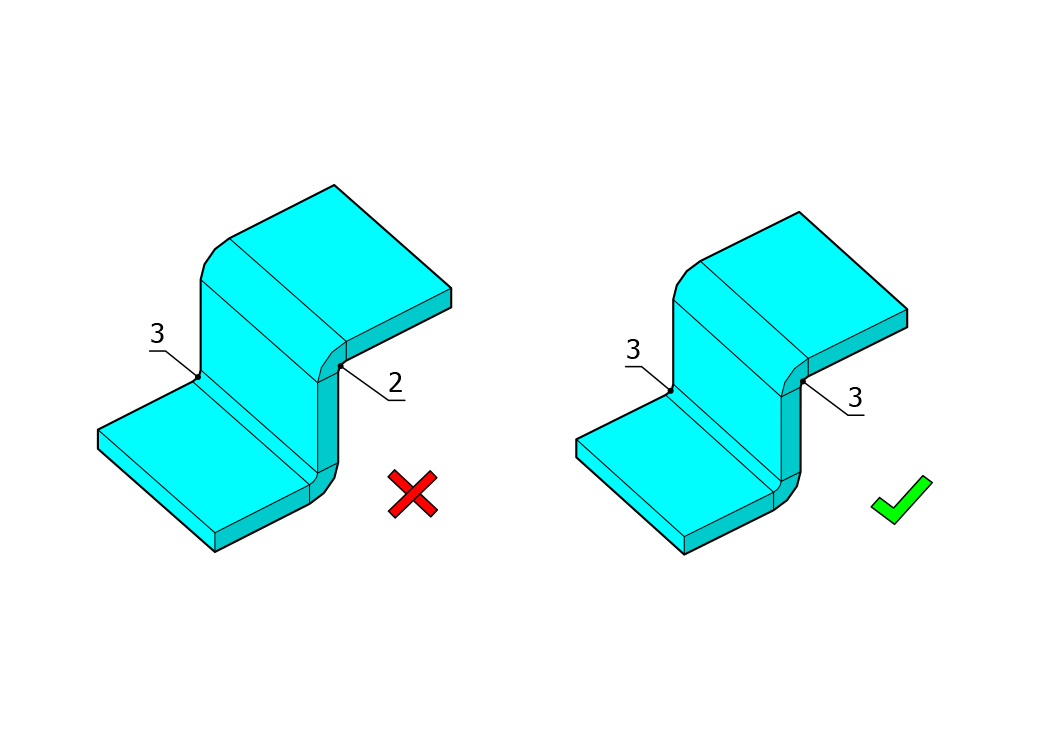
Spójność zgięć
Utrzymanie tego samego promienia zgięcia we wszystkich zgięciach jest bardziej efektywne w minimalizacji kosztów zginania.